






為了確保粉碎機刀具的工藝質量,焊接后的粉碎機刀具應進行仔細查看,以便找出缺點原因加以改進。查看前,刀具要經噴砂或輕輕磨去粘附在刀具外表的焊料和雜質,并用火油清洗潔凈。
具體的查看的項目和要求如下:
一、查看焊縫強度:用綠色碳化硅砂輪磨一下粉碎機刀具的后邊,查看焊料層的厚度,厚度要求在0。15毫米以下。刀具支承底面處不能有氣孔和焊料缺乏現象,焊料未填滿的焊縫應不大于焊縫總長的10%。如有氣孔,在粉碎加工時就會使刀具開裂,影響其粉碎加工效果。
二、查看粉碎機刀具在齒盤中的方位:如刀具錯位及下垂超過技術指標的應進行重焊。
三、查看焊接強度:用木錘或紫銅錘以中等力氣敲擊刀具。
四、查看粉碎機刀具平整度:刀片上若有顯著的凹坑時,闡明刀片過熱變形,應燒下重焊新刀具。
五、查看裂紋:粉碎機刀具經火油清洗后,如果刀具有裂紋。火油便會滲透到裂紋中而出現黑線,用肉眼就可以觀察到。也可用10-40倍的放大鏡觀察,以免后期出現問題。有裂紋的粉碎機刀具一定不能運用,需求從頭焊接。







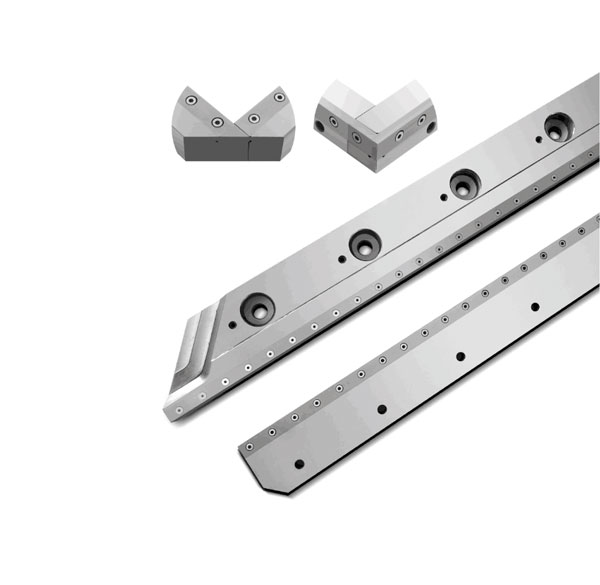
粉塑料粉碎機刀片、塑料薄膜封切刀片、塑膠粉碎機刀片、合金塑料造粒機刀具、鋒鋼封切機刀片、塑料切粒機滾刀片、塑料破碎機篩網、 化纖再回收機械刀片、高速破碎機刀片;飼料、秸桿、木材粉碎機刀具共十多類產品幾百種不同的型號產品; 塑料機械刀片主要用于塑料、橡膠工業破碎機,與其它刀片一樣,它需要精準的幾何尺寸公差,以保證與機器良好的裝配質量。它需要適合用戶不同需求、切削不同對象的刀片材料化學成分的選擇。它需要適合的刀刃角度,既保持刀刃的鋒利,又使刀刃具有一定強度而不在使用中崩刃。它需要進行良好的熱處理過程以達到刀片的適合硬度和很小的內應力,在使用過程中不至于變形公司為您現貨供應各類塑料機械類標準異形刀具。塑料粉碎機刀片也叫塑料機械刀片,規格品種繁多、采用鋼材,具有良好的鋒利度及耐磨 性。主要用于塑料、橡膠工業等行業的粉碎,與其它刀片一樣,它需要精準的幾何尺寸公差,以保證與機器良好的裝配質量。它需要適合用戶不同需求、粉碎不同對象的刀片材料化學成分的選擇。它需要適合的刀刃角度,既保持刀刃的鋒利,又使刀刃具有一定強度而不在使用中崩刃。它需要進行良好的熱處理過程,才可以達到刀片的適合硬度和很小的內應力,塑料粉碎機刀片在使用過程中不至于變形。


前角在正交平面內測量的前刀面與基面間的夾角。機械刀具前刀面在基面之下時為正前角,刀具前刀面在基面之上時為負前角。前角一般在-5°~ 25°之間選取。前角選擇的原則:前角的大小主要解決刀頭的堅固性與鋒利性的矛盾。因此首先要根據加工材料的硬度來選擇前角。加工材料的硬度高,前角取小值,反之取大值。其次要根據加工性質來考慮前角的大小,粗加工時前角要取小值,精加工時前角應取大值。基本原則是:塑性越大的金屬前角越大,像鑄鐵這類幾乎沒塑性的前角要取到負值
后角在正交平面內測量的主后刀面與切削平面間的夾角。后角不能為零度或負值,一般在6°~12°之間選取。后角選擇的原則:首先考慮加工性質。精加工時,后角取大值,粗加工時,后角取小值。其次考慮加工材料的硬度,加工材料硬度高,主后角取小值,以增強刀頭的堅固性;反之,后角應取小值。
主偏角在基面內測量的主切削刃在基面上的投影與進給運動方向的夾角。主偏角一般在30°~ 90°之間選取。主偏角的選用原則:首先考慮車床、夾具和刀具組成的車工工藝系統的剛性,如車工工藝系統剛性好,主偏角應取小值,這樣有利于提高車刀使用壽命和改善散熱條件及表面粗造度。其次要考慮加工工件的幾何形狀,當加工臺階時,主偏角應取90°,加工中間切入的工件,主偏角一般取60


您好,歡迎蒞臨金菲刀具,歡迎咨詢...
 觸屏版二維碼 |





